

Как известно, первооснова успешной окраски — грунтование. Грунт является своеобразным фундаментом, на котором строятся все дальнейшие слои лакокрасочного покрытия, как заводского, так и ремонтного.
Большинство ошибок, допускаемых мастерами на этапе грунтования связаны не столько с отсутствием малярных навыков (они как раз приходят очень быстро), сколько с недостатком знаний о свойствах различных грунтовок, с недостаточной информированностью о правильных приемах работы с тем или иным продуктом. Хочешь не хочешь, а сложность современной системы ремонтных грунтов сказывается.
Действительно, каждый солидный производитель ремонтных материалов сегодня предлагает широкую гамму грунтов. Попытаемся разобраться в этом многообразии и ответить на вопрос: всегда ли нужно использовать грунтовку, и если да, то какую из них выбрать в каждом конкретном случае.
Сегодня вы узнаете
1 Кузов на конвейере
2 Грунтовки для ремонтной окраски автомобилей
3 Первичные грунты (праймеры)
3.1 Кислотные
4 Вторичные грунты (филлеры)
4.1 Шлифуемые и нешлифуемые
4.2 Толстослойные (high build)
4.3 Цветные (подкрашиваемые) грунты
4.4 В баллончиках
5 Эпоксидные грунты
6 Грунты-изоляторы несовместимых покрытий (силеры)
7 Адгезионные грунты по пластику
Грунт (от немецкого Grund — основа, почва) — покрывающий основу, промежуточный слой, на который наносятся краски.
Большой энциклопедический словарь
Разговор о грунтах, применяемых в авторемонте, хотелось бы начать с краткого экскурса на автомобильный завод-изготовитель: посмотрим, какие операции предшествуют окраске кузова на конвейере и для чего вообще нужна грунтовка. Как говорится, все легче познается в сравнении.
Кузов на конвейере
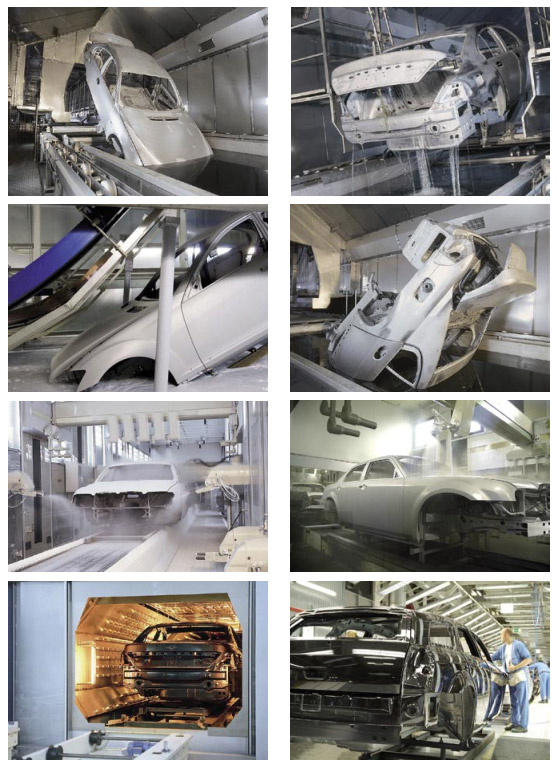
Перед попаданием в покрасочный цех из жестяно-кузовного, кузов автомобиля, прежде всего, тщательно обезжиривают и промывают, чтобы избавиться от загрязнений, полученных при прокатке стали и изготовлении кузова на конвейере.

Затем кузов направляют на химическую обработку — фосфатирование. Данная процедура осуществляется путем погружения кузова в фосфатирующий раствор, после чего на поверхности металла образуется тончайшая пленка из фосфатов железа и цинка, которая защищает металл от коррозии и обеспечивает высокую адгезию как к самому металлу, так и к последующим слоям системы.

Обезжиривание и фосфатирование обязательно и для оцинкованных листов, которые сегодня все чаще применяются при изготовлении кузова и его деталей.
После фосфатирования кузов опять промывают и сушат, после чего наносится слой водоразбавляемой грунтовки с антикоррозионными добавками. Нанесение осуществляется методом катодного либо анодного осаждения. В первом случае процесс именуется катафорезом, во втором — анафорезом.
Катафорез лучше анафореза — он обеспечивает более надежную антикоррозионную защиту сварных швов и скрытых полостей. Толщина слоя катафорезного грунта достигает 20 микрон, а нанесение электроосаждением обеспечивает формирование равномерного покрытия как на горизонтальных, так и на вертикальных поверхностях, отлично прогрунтовываются и труднодоступные места, скрытые полости, щели.
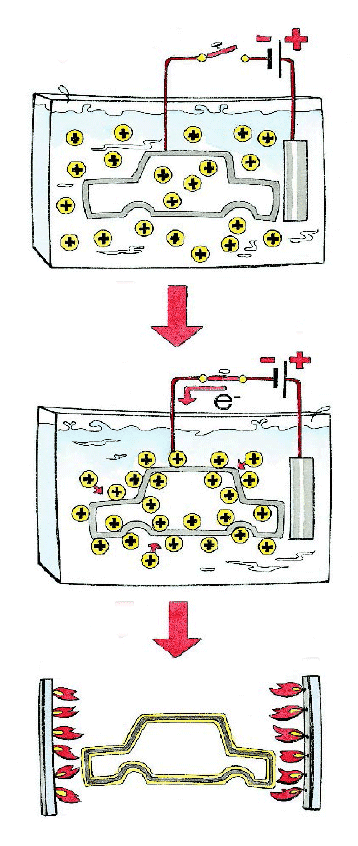
На сегодняшний день анафорезных установок для окраски кузовов практически не осталось, все они вытеснены катафорезными.
Далее катафорезный слой проходит высокотемпературную сушку (180°С), после чего на него наносят еще одну, последнюю грунтовку — выравнивающую. Она выполняет двоякую функцию: во-первых, заполняет и сглаживает микронеровности, создавая однородную подложку под эмаль, во-вторых — служит своеобразным демпфером, защищающим краску от сколов и трещин. От коррозии, в отличие от катафорезного, выравнивающий грунт не защищает.
И наконец, после сушки и шлифования на загрунтованную поверхность наносится декоративное покрытие.
Конвейерные технологии как нельзя лучше иллюстрируют нам тот факт, что невозможно (по крайней мере пока) в одном материале на достаточно качественном уровне совместить и антикоррозионную, и выравнивающую, и амортизационную и декоративную функции. Даже самые современные автоэмали не обеспечат качественного и долговечного результата без тщательной подготовки поверхности, без формирования надежной основы под декоративное покрытие.
А теперь самое время перейти к главной теме нашего разговора — ремонтным грунтовкам.
Грунтовки для ремонтной окраски автомобилей
Подобно грунтам, применяемым на конвейере, все грунтовки для ремонтной окраски делятся на две большие группы:
-первичные — так называемые праймеры (от агл. prime — главный, основной),
-вторичные — филлеры (от англ. fill — заполнять, наполнять).
Материалы, применяемые в ремонтной покраске, отличаются от используемых на заводе (по методу нанесения, режимам сушки, вязкости, способу подготовки поверхности и т.д.). Но функции — точно те же. Первичные нужны для защиты металла от коррозии и обеспечения прочного сцепления лакокрасочного покрытия с поверхностью детали. Вторичные — для выравнивания незначительных неровностей окрашиваемой поверхности, создания однородной подложки под эмаль и защиты ЛКП от сколов.
Встречаются грунты, обладающие свойствами и праймеров и филлеров одновременно. Естественно, для нанесения на металл и пластик тоже используют разные материалы.
Но обо всем по порядку. Начнем с первичных грунтовок по металлу.
Первичные грунты (праймеры)
Первичный грунт — он же травящий, он же антикоррозийный, он же адгезионный. Зоны его применения — участки оголенного металла, места, наиболее подверженные коррозии.
Такие грунтовки имеют отличную адгезию к металлу, ведь не нужно забывать, что помимо защитной, первичный грунт выполняет еще одну, не менее важную функцию: на нем, как на фундаменте, строится вся система ремонта, основное требование к которой — хорошее сцепление каждого последующего материала с предыдущим. Поэтому замена этого материала или его исключение может привести к тому, что вся система рассыпется, как карточный домик.
Обеспечение хорошей адгезии — только половина задачи, которую решает первичный грунт. Не менее важны его антикоррозийные свойства.
Казалось бы, сегодня, когда большинство автомобилей окрашиваются по двухслойной системе (база+лак), а лаковый слой прочен и практически влагонепроницаем, антикоррозионный грунт не так уж и необходим.
Действительно, если современной автоэмалью покрасить железный забор, то металл сохранится на долгие-долгие годы. Но мы то с вами красим не заборы, а автомобильные кузова, а с ними ситуация намного сложнее.
Дело в том, что тонкие стальные листы, из которых изготавливаются кузова, в процессе эксплуатации подвергаются постоянным знакопеременным нагрузкам, особенно в местах соединений, где механические напряжения максимальны. А так как верхний слой лака во избежание истирания и образования царапин должен иметь высокую твердость, то рано или поздно в нем образуются микротрещины, которые, постепенно развиваясь вглубь, достигают поверхности металла.
Дальше дело за малым: вода под высоким капиллярным давлением проникает к металлу и на, казалось бы, ничем не нарушенном слое эмали ни с того ни с сего возникает безобразный рыжий подтек… А если такие места расшлифовать, обнаружатся очаги ржавчины размером до нескольких сантиметров.
Совершенно иначе дела обстоят при использовании на голом металле антикоррозионного грунта. Теперь развитие трещины будет остановлено на его границе, поскольку в самом грунте трещины не образуются — в силу его очень малой толщины нанесения (около 10 мкм).
А вот попытка нанесения антикоррозионного грунта толстым слоем, наоборот, приведет к снижению его прочностных и адгезионных свойств. Это как-раз один из тех случаев, когда кашу можно основательно подпортить маслом. Поэтому только один тонкий слой, шлифовать который также не стоит.
Кислотные
Наилучшим сочетанием антикоррозийных и адгезионных свойств на сегодняшний день обладают первичные грунты на основе поливинилбутираля (как звучит!). Они могут быть однокомпонентными (1К), но чаще используются двухкомпонентные (2К) PVB-грунты (что такое одно- и двухкомпонентные ЛКМ читайте здесь).
В качестве катализатора химической реакции для этих грунтов используется смесь на основе ортофосфорной кислоты. Именно поэтому такие грунты еще называют кислотными или кислотосодержащими, а также реактивными (потому, что вступают в химическую реакцию с поверхностью), вош-праймерами (от англ. wash — очищать), фосфатирующими и т.д. (любители изящной словесности должны быть в восторге).
Такие грунтовки быстро сохнут, имеют отличную адгезию к любым сплавам, применяемым в автомобилестроении (обычная и оцинкованная сталь, цветные металлы и т.д.), и прекрасно защищают от коррозии благодаря формированию на поверхности металла пленки нерастворимых фосфатов (почти как на заводе).
Процесс адгезии кислотного грунта с поверхностью металла протекает достаточно агрессивно, можно сказать, на молекулярном уровне. Поэтому его применение особенно можно рекомендовать на участках металла с труднодоступными местами коррозии. В какой-то мере «кислотник» выполняет роль преобразователя ржавчины, не требующего смывания водой.
Категорически запрещается шпатлевать поверхности, обработанные кислотными грунтами, поскольку в процессе отверждения полиэфирной шпатлевки происходит активная химическая реакция, разрушающая пленку грунта. В то же время, прямо противоположная операция, когда «кислотник» наносится на отвердевшую шпатлевку для защиты голого металла вокруг зоны ремонта — возможна без проблем.
Кстати, можно ли обойтись без травящих антикоррозийных грунтов? Иногда можно, но об этом позже.
А пока поговорим о грунтах, накладываемых сразу после антикоррозийных.

Вторичные грунты (филлеры)
Вторичный грунт — он же наполнитель, он же порозаполнитель, он же выравниватель. Из самого названия очевидна способность этих грунтов заполнять небольшие неровности на поверхности ремонтируемых элементов.
Функция выравнивания в большей мере актуальна именно для автосервиса, чем для завода — на заводе ведь идет гладкий металл, здесь и в страшном сне не приснится такая толщина грунта, которая необходима для выравнивания неровностей на поверхностях, покрытых шпатлевкой. Поэтому в автомастерской, где в основном приходится иметь дело со шпатлеванными деталями, вторичный грунт и становится в полном смысле выравнивателем: он должен скрывать все поры и кратеры, присутствующие на шпатлевке, риски, оставленные абразивной обработкой, места переходов покрытий из одного в другое и т.д.
При этом грунт-наполнитель выполняет еще и роль изолятора неоднородной ремонтируемой поверхности от агрессивных растворителей, входящих в состав покровных эмалей, а также обеспечивает высокую адгезию как с отремонтированной поверхностью, так и с краской. В каждой системе ремонтных ЛКМ имеется основная акриловая двухкомпонентная (2К) грунтовка, решающая все эти задачи.
И пусть после грунтования на поверхности и остаются некоторые недочеты, но, во-первых, они не так явно выражены, как на краске (в силу высокой плотности грунта-выравнивателя) и, во-вторых, перед покраской он шлифуется. Большая толщина грунтов-выравнивателей позволяет производить их шлифование на глубину до 30-40 микрон, что дает возможность значительно улучшить плоскостность ремонтируемого элемента. Поверхность получается ровной, однородной и с нужной шероховатостью — красота!
О правилах работы с первичными и вторичными грунтами читайте в статье о грунтовании.
Шлифуемые и нешлифуемые
Все вторичные грунтовки можно условно разделить на два типа:
-традиционные шлифуемые — предназначенные для финишного выравнивания зашпатлеванных участков с последующим шлифованием;
-нешлифуемые — предназначенные для работы «мокрым по мокрому», когда грунтуется вся деталь от края до края и почти сразу же, без шлифовки, наносится декоративное покрытие.
Вторые незаменимы при подготовке к окраске новых элементов или уже эксплуатировавшихся, но не имеющих дефектов (то есть нешпатлеванных). Метод окраски «мокрый по мокрому» позволяет исключить сушку и шлифование грунта-наполнителя, и, соответственно, сократить расходы времени и материалов на эти операции.
Главными технологическими характеристиками «мокрых» грунтов являются, во-первых, прекрасная растекаемость: они формируют очень гладкую поверхность, пригодную для нанесения эмалей без предварительного шлифования, во-вторых — минимальная выдержка перед нанесением краски. У таких материалов она составляет как правило 15-20 минут, после чего на загрунтованную поверхность можно наносить покровную эмаль и окончательно сушить ее вместе с грунтовкой.
Грунты для окраски методом «мокрый по мокрому» обычно маркируются как «Wet on wet», «w/w», «non sanding» и т.п.
Многие вторичные грунтовки в зависимости от пропорций смешивания с разбавителем можно с равным успехом применять как в шлифуемой, так и в версии «мокрый по мокрому».
Толстослойные (high build)
Стандартные грунты-выравниватели наносятся в 2-3 слоя, обеспечивая при этом общую толщину покрытия в пределах 100-150 микрон. В большинстве случаев такой толщины вполне достаточно.
Для сравнения — максимальная глубина риски, оставляемая абразивным зерном материала градации P180 равна 8-10 микронам.
Но на рынке есть продукты, позволяющие добиваться еще большей толщины — вплоть до 250-300 (!) микрон за три прохода, что соизмеримо только с жидкой шпатлевкой.
Такие толстослойные грунты удобно использовать при сложных восстановительных ремонтах, когда восстанавливаются большие площади и поврежденные детали целиком.
В таких случаях применение «толстого» грунта дает возможность полностью исключить из технологической цепочки жидкую шпатлевку, причем не только с безусловным повышением качества получаемой поверхности, но и со значительным сокращением временных и трудозатрат: ведь прежде чем покрасить деталь, на которую нанесена жидкая шпатлевка, ее необходимо сначала высушить, шпатлевку вышкурить и сверху еще раз загрунтовать. А грунты High Build в этом не нуждаются.
Цветные (подкрашиваемые) грунты
Не хотелось бы обойти стороной такую интересную особенность современных вторичных грунтов как возможность подкрашивания. Подкрашивание позволяет, во-первых, повысить укрывистость покровных эмалей и сократить их расход, во-вторых — получать оттенки максимально близкие к заводским грунтам, а значит отремонтированную деталь невозможно будет отличить от заводской даже по сколам, появляющимся в процессе эксплуатации автомобиля. Такие требования предъявляют владельцы серьезных, дорогих автомобилей.
Кроме того, при использовании подложки, приближенной по оттенку к покровной эмали, эти сколы будут не так заметны и не нанесут существенного вреда внешнему виду автомобиля (как например при использовании на темном автомобиле белого или желтого грунта). А значит ремонт этих сколов можно отложить на более удобное для владельца время.
Также подкрашенный грунт с успехом может использоваться для имитации заводской покраски подкапотного пространства и внутренних полостей. Ведь погоня за экономией уже привела к тому, что многие производители перестали не только покрывать лаком подкапотное пространство, но и вообще не наносят там краску, ограничиваясь лишь цветным грунтом (так называемое покрытие under-hood). Это особенно распространено среди японских и корейских автомобилей (например, «Nissan» — синий металлик, а под капотом синий матовый «неметаллик»). «АвтоВАЗ» недавно тоже перешел на схожую технологию.
В этом случае тонированный в нужный цвет грунт избавляет нас от потери времени и лишнего расхода материалов, так как без него нам бы пришлось сначала наносить грунт-наполнитель, а затем — эмаль с матирующей добавкой.
Осуществляется подкрашивание как добавлением в грунт эмалей или пигментных паст, так и смешиванием грунтов различных цветов между собой (естественно, грунты должны быть одного производителя).
Например, пропорциональное смешивание грунтов белого и черного цвета дает возможность получить материал любого серого оттенка (по шкале Valuе Shade), что при работе с низкоукрывистыми эмалями поможет сократить количество слоев окраски, а значит снизить ее расход и уменьшить время ремонта.
Некоторые производители предлагают целые системы цветных грунтов. Одной из таких является разработка компании Sikkens — система цветных грунтов Colorbuild, включающая грунты шести цветов (красный, синий, желтый, зеленый, черный и белый). Смешивая эти грунты можно получить подложку 46-и различных цветов без добавления дорогих колеровочных компонентов покровных эмалей.
В баллончиках
Еще один интересный материал — однокомпонентный грунт-выравниватель, выпускающийся в аэрозольных баллончиках. Особую симпатию мастеров он заслужил при использовании в случае, когда на уже готовой под покраску детали в нескольких точках пробили грунт. В таком случае аэрозольный грунт позволяет сэкономить уйму времени, которое пришлось бы потратить на разведение грунта, его заправку в краскопульт и мойку после работы. После чего нанесенный грунт нужно еще и высушить.
C помощью грунта в баллончике эту работу можно выполнить за минуту, далее за 5-10 минут грунт высохнет, затем легкое прошкуривание — и дефекта как не бывало.
Эпоксидные грунты
Продолжая разговор о грунтах, мы, как и обещали выше, ответим на вопрос — можно ли обойтись в малярном деле без травящих грунтов?
Оказывается, можно, если в качестве первичного использовать грунт на основе эпоксидных смол. Эпоксидный грунт также можно отнести к категории антикоррозионных материалов. Только в отличие от кислотосодержащих грунтов, защищающих металл посредством химической реакции, эпоксидный грунт осуществляет физическую защиту: благодаря своей жесткой и довольно толстой пленке, он надежно перекрывает доступ влаги и кислорода к металлу.
Так что свои защитные функции два этих грунта выполняют хоть и по-разному, но одинаково хорошо. В чем тогда преимущества эпоксидного грунта перед кислотниками? Когда и зачем его применять?
Как известно, обычный антикоррозионный грунт можно наносить только поверх шпатлевки, но никак не под нее. Но в таком случае получается, что металл будет защищен только вокруг зашпатлеванного участка, а под самой шпатлевкой никакой дополнительной защиты не будет.
И тогда достаточно в металле наличия микротрещины, как вода за счет капиллярных эффектов стремится попасть под слой шпатлевки с внутренней стороны. А поскольку шпатлевка гигроскопична, то впитывая эту влагу, она начинает разбухать, и свежеокрашенная машина в скором времени буквально расцветает уродливыми пузырями, размер которых может превышать диаметр пятирублевой монеты. Вот уж покрасили так покрасили!
Как же защитить шпатлевку от влаги, попадающей с внутренней стороны? Вот здесь и приходит на помощь эпоксидный грунт: сначала на металл наносится слой эпоксидного грунта, а уже по нему проводятся шпатлевочные работы (перед шпатлеванием грунт сушится и шлифуется P180~P220).
Эпоксидный грунт — единственный антикоррозионный материал, допускающий нанесение под полиэфирную шпатлевку — теперь никаких пузырей! Такая технология применяется в окрасочных системах высшего качества и позволяет довести гарантию на окрашенные элементы до семи и более лет!

Эпоксидные грунты обладают не только великолепной адгезией к самым разнообразным поверхностям (оцинкованная, гальванизированная сталь, алюминий и все его сплавы, нержавеющая сталь, стеклопластики), они также являются и хорошей подложкой под покровные эмали (благодаря своим неплохим наполняющим свойствам и хорошей растекаемости). Поэтому можно покрыть шпатлеванные участки еще парой слоев эпоксидника — и после шлифовки деталь готова к покраске. Отметим, что это не единственно возможный вариант в данном случае, об остальных читайте в статье о грунтовании.
Жидкую шпатлевку также рекомендуется наносить именно на эпоксидный грунт и сверху перекрыть ее еще одним слоем эпоксидного грунта — как сэндвич. Также этот грунт хорошо работает на стеклопластиках, а еще — как изолятор старых проблемных покрытий.
А если обрабатывать этим грунтом края и торцы элементов — можно забыть о сколах и подрывах краски в этих местах, а также их преждевременной коррозии. Ведь именно торцы дверей зачастую ржавеют быстрее остальной поверхности. Так происходит потому, что современные ЛКМ для повышения декоративных свойств (уменьшения шагрени) имеют высокий коэффициент поверхностного натяжения, что приводит к растягиванию краски на краях и торцах элементов с соответствующим уменьшением ее толщины.
Тем не менее, есть у этих грунтов и некоторые недостатки, обусловленные самими их свойствами — повышенной прочностью и ударной вязкостью. Из-за этого эпоксидные грунтовки обрабатываются с большим трудом, чем обычные наполнители. Также эпоксидный грунт иногда может вызвать оконтуривание при ремонте пятном — опять же, в силу своей повышенной жесткости.
Да и максимальная толщина их нанесения значительно ниже, чем у акриловых грунтов, что требует очень высокого качества обработки поверхности деталей, достижимого далеко не в каждой «малярке». Поэтому лучше всего эпоксидный грунт себя проявляет при использовании его в качестве первичного, с последующим нанесением грунта-наполнителя.
Грунты-изоляторы несовместимых покрытий (силеры)
При восстановительном ремонте нам в большинстве случаев приходится иметь дело с уже окрашенными деталями, в том числе и ранее побывавшими в ремонте, возможно и не раз. И здесь встает вопрос о совместимости старого и нового покрытий, поскольку происхождение материалов старого ремонтного покрытия нам неизвестно. И хотя нитроэмалями уже сто лет никто не красит, как, впрочем, и дешевыми ремонтными «Cадолинами», в авторемонтной практике все же могут встречаться покрытия, которые по своим свойствам относятся к термопластичным материалам (размягчаются при нагреве или контакте с растворителями).
Для изоляции таких покрытий и существуют так называемые грунты-изоляторы или силеры (от англ. seal — запечатывать, изолировать). Они помогут перестраховаться и избежать проблем, связанных с конфликтом старого и нового покрытий (разбухание, потеря адгезии, оконтуривание).
Для проверки покрытия на термопластичность перед началом работ с деталями «бывшими в употреблении», достаточно провести один несложный тест. Возьмите тряпку, пропитанную растворителем и оставьте ее на старом покрытии либо в месте повреждения краски. Если через пару минут покрытие размягчилось (ноготь оставляет на нем следы), то его следует удалить либо изолировать.
Во многих системах свойствами изоляторов обладают грунты, которые предназначены для окраски методом «мокрый по мокрому». Некоторые из них прозрачны и могут подкрашиваться, могут применяться как в качестве подложек непосредственно под эмаль, так и с последующим нанесением наполнителя.
Как уже говорилось, отличным изолятором старых покрытий также является эпоксидный грунт.
Адгезионные грунты по пластику
Проводя параллели с антикоррозионными грунтами, наносимыми на металл и создающими с ним прочные адгезионные связи, в случае окраски пластмассовых деталей для этих целей применяются специальные адгезионные грунты по пластику.
Такой грунт представляет собой, как правило, очень жидкую прозрачную субстанцию с небольшими добавками «серебра» (для контроля нанесения). Толщина слоя минимальна — всего несколько микрон. В основном это готовые к применению однокомпонентные материалы.
Как правило, такие грунты универсальны и применимы если не ко всем, то к большинству типов пластика, используемых в автопромышленности. Уточнить это вы можете в инструкции к продукту, а узнать тип пластика, из которого сделана деталь, можете по маркировке на ее внутренней стороне.
Чаще всего это пластик полипропиленовой группы, первыми буквами всегда обозначающийся как PP. Например: >PP/EPDMC<, >PP/PD< и т.п. Можно с уверенностью утверждать, что около 80% всех пластиковых деталей автомобиля (бампера, капоты, крылья, детали салона) выполнены из пластмассы этого типа. Использование праймера по пластику на таких деталях носит обязательный характер.
Новые оригинальные пластмассовые детали могут быть уже загрунтованными. Такие детали не нуждаются в повторном грунтовании.
Спектр всех грунтов конечно же не ограничен указанными материалами. Рассмотреть все их виды и подвиды в рамках статьи — задача, наверное, нереальная. Но и сказанного достаточно для того, чтобы понять, насколько гибка и универсальна система современных ремонтных грунтовок — с их помощь можно решить любую стоящую перед маляром задачу.
Источник: https://artmalyar.ru/materialy/klassifikatsiya-gruntov.html