

Обычное дело: нужно покрасить бампер. Покрасили. И вроде бы все делали по технологии: нанесли и отшлифовали грунт-наполнитель, затем базу, лак… Ничего не забыли, даже обезжиривали на совесть. Но несмотря на все старания, спустя некоторое время краска начинает «сползать» с бампера, как кожа после чрезмерного загара. Кого винить? Производителя ЛКМ? А вот и нет. Мы же забыли, что имеем дело с пластиком, а с ним не все так просто.
Сегодня вы узнаете
- 1 Легко ли покрасить пластик?
- 2 Подготовка пластмассовых деталей к покраске
- 2.1 Новая незагрунтованная деталь
- 2.1.1 Мойка
- 2.1.2 Выпаривание
- 2.1.3 Обезжиривание
- 2.1.4 Матирование
- 2.1.5 Грунтование
- 2.2 Об эпоксидном грунте
- 2.3 Новая загрунтованная деталь
- 2.4 Поврежденный пластиковый элемент
- 2.4.1 Шлифование
- 2.4.2 Шпатлевание
- 2.4.3 Шлифование шпатлевки
- 2.4.4 Грунтование
- 2.4.5 Шлифование грунта
- 2.1 Новая незагрунтованная деталь
- 3 Покраска пластиковых деталей
- 3.1 Пластификаторы
- 3.1.1 Последовательность смешивания
- 3.2 Матирующие и структурные добавки
- 3.1 Пластификаторы
- 4 Сушка
- 5 Об адгезии после покраски
- 6 Полезности
- 6.1 Порядок ремонта пластиковых деталей
- 6.2 Обозначения наиболее распространенных пластиков
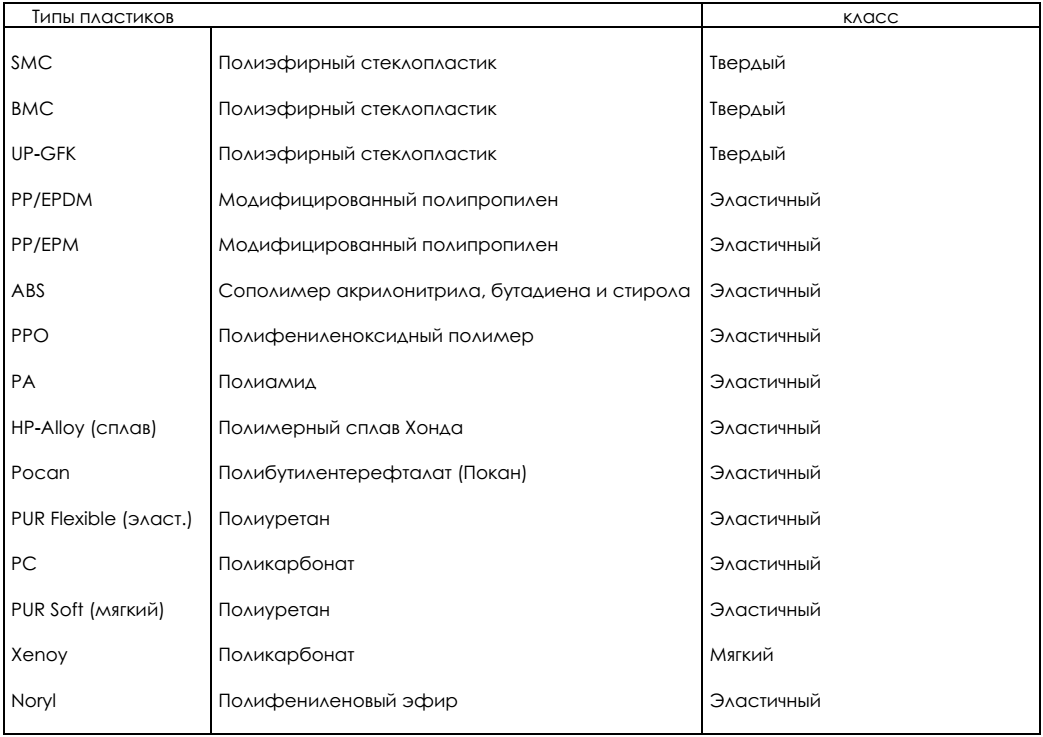
- 6.3 Классификация пластиков в зависимости от жесткости
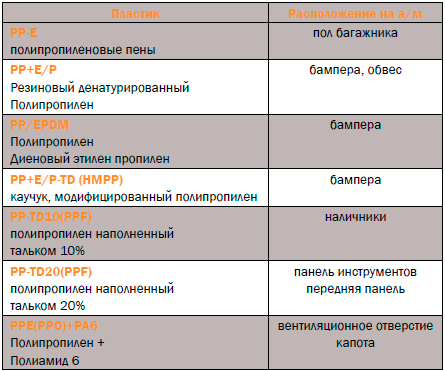
- 6.4 Основные модификации полипропилена и области их применения в автомобиле
Легко ли покрасить пластик?
Первое требование к лакокрасочному слою, нанесенному на пластмассовую поверхность — высокая адгезия к этой поверхности.
Но дело в том, что изначально после литья свойства поверхности пластика отнюдь не способствуют прочному сцеплению с будущим лакокрасочным покрытием.
Наибольшие трудности при окрашивании создают поверхности неполярных пластмасс. Они имеют химически инертную, непористую поверхность с низким поверхностным натяжением — а чем ниже поверхностная энергия пластика, тем хуже его «сцепляемость» с наносимыми лакокрасочными материалами.
Среди всех пластмасс самую низкую поверхностную энергию имеют полипропилен и полиэтилен — эти пластики и их модификации считаются наиболее трудноокрашиваемыми.
При окраске других видов пластмасс проблемы, связанные с адгезией, выражены не так явно, но авторемонтникам от этого не легче, поскольку именно полипропилен, как известно, является самым востребованным и применяемым в автомобилестроении типом пластика. Практически все бампера (а это основные окрашиваемые пластмассовые кузовные детали) изготавливаются из различных модификаций полипропилена — обычно темно-серого материала, поддающегося пайке и инертного к растворителям.
Попробуйте взять полипропиленовый бампер и сразу нанести на него лакокрасочное покрытие — что получится? Знающий человек ответит сразу: ничего хорошего… И действительно, адгезионные свойства покрытия будут очень слабыми. Как быть?
В автомобильной индустрии для предварительной подготовки пластика перед нанесением ЛКМ чаще всего применяется три основных способа: обработка коронным разрядом, низкотемпературной плазмой или газовым пламенем.
Эти операции разительно отличаются от традиционно принятых методов подготовки поверхности. Например, обработка коронным разрядом представляет собой воздействие на обрабатываемую поверхность электрического разряда, рождающего «струи» плазмы. Плазменная обработка осуществляется за счет воздействия на пластик потока плазмы, генерируемого плазменной горелкой, а обработка пламенем — за счет пламени газовых горелок.

Цель такой обработки — увеличить смачиваемость поверхности пластика, улучшая тем самым ее способность к образованию связей с красками. Чтобы поверхность хорошо смачивалась жидкостью, поверхностная энергия пластика должна быть выше поверхностного натяжения этой жидкости. Если поверхностное натяжение жидкости (краски) будет больше, она будет собираться в капли, вместо того, чтобы равномерно смачивать поверхность. Поэтому все методы обработки направлены, прежде всего, на повышение поверхностной энергии полимера.

Смачиваемость. Слева обработанная поверхность, справа — необработанная
В результате такой обработки в поверхностном слое пластика происходят изменения: в ранее неполярном полимере образуются полярные молекулы, увеличивающие поверхностную энергию материала. Поверхность на микроуровне становится шероховатой, и ее полезная площадь сцепления с краской увеличивается.

Не стоит объяснять, насколько сложное и дорогостоящее оборудование применяется для указанных методов обработки. Его эксплуатация оправдана только на крупных заводах, в серийном производстве, а вот для условий автосервиса все это слишком дорого и сложно. Из-за этого полипропилен долгое время считался неокрашиваемым.
Пораскинув мозгами, ученые-химики разработали альтернативные, более простые способы подготовки поверхностей полимеров — так называемые «мокрые» химические методы. Самым удобным и применяемым из них является грунтование поверхности пластика. Специальный адгезионный грунт, нанесенный на поверхность пластика, служит эффективным посредником между полимером и последующими покрытиями, а адгезия в некоторых случаях может даже превышать заводскую!
А теперь оставим в стороне сложные химические формулировки и перейдем к делу.
Подготовка пластмассовых деталей к покраске
Приступая к ремонту пластиковой детали, первым делом следует определить, с какой деталью нам пришлось иметь дело. Это может быть:
- новая деталь;
- старое дефектное покрытие.
Новые пластиковые элементы, в свою очередь, могут поставляться с уже нанесенным заводским грунтом либо в «чистом» виде.
Если вы не можете понять, загрунтована детали или нет, потрите небольшой участок детали какой-нибудь негрубой шкуркой, например P500. Если шлифовальная пыль есть, значит деталь загрунтована.
С загрунтованными деталями проблем минимум, но об этом мы поговорим позже. Сейчас нас интересует порядок работы с «чистыми», незагрунтованными пластмассовыми элементами.
Новая незагрунтованная деталь

Пластмассовые детали изготавливаются методом литья под давлением, и для того, чтобы после отливки деталь можно было корректно отделить от пресс-формы, в процессе производства применяются специальные смазки. Естественно, оставаясь на поверхности пластика, они не способствуют адгезии лакокрасочного покрытия.
Существует два вида таких смазок:
- наружные,
- внутренние.
Наружные смазки используются в разбавленной форме и напыляются перед каждым новым циклом производства в пресс-форму. Наносятся они не всегда, а через 3-4 раза, поэтому на некоторых деталях смазки больше, на других — меньше. Все эти смазки в условиях автомастерской можно удалить подходящим обезжиривателем.
Внутренние же смазки вводятся в состав самой пластмассы, поэтому необходимость в отдельном напылении в пресс-форму отпадает. Такие пластмассы сложнее в окрашивании, так как они сами по себе «жирные». Тот же полипропилен относится к представителям именно жирных пластмасс. Внутренние смазки не растворяются и не удаляются водой, и максимально полно удалить их из пластика можно только методом прогревания.
Но так или иначе, первым шагом для удаления загрязнений с поверхности пластика должна стать мойка.
Мойка
Идеальным решением в данном случае станет мойка высокого давления, но за неимением таковой вполне подойдет ведро горячей воды с любым активным моющим средством (жидким мылом, автошампунью) и какая-нибудь щетка или жесткая малярная кисть.
Деталь нужно вымыть как снаружи, так и изнутри, а после этого ополоснуть большим количеством чистой, теплой воды.
Выпаривание
Чтобы быть на сто процентов уверенными, что никакие смазки и грязь не помешают созданию прочной адгезии с будущим лакокрасочным покрытием, по технологии незагрунтованную деталь нужно прогреть в камере при температуре +60°С в течение 30-40 минут. За это время смазки, находящиеся в порах пластмассовой детали, поднимутся на поверхность, где мы их уберем салфеткой, смоченной обезжиривателем. Делать это надо оперативно, пока деталь еще не успела остыть.
Если деталь имеет грубую структурную поверхность или сильно загрязнена (например, старый бампер), то процесс выпаривания желательно повторить. И затем — повторная процедура с салфеткой и обезжиривателем. Для лучшей очистки таких деталей при обезжиривании можно применять скотч-брайт (серый).
Помимо удаления смазок прогревание помогает уменьшить внутреннее напряжение в пластмассе, которое впоследствии может стать причиной непредвиденного растрескивания лакокрасочного материала. Также термообработка помогает выявить усадочные раковины (включения воздуха) и удалить их затем шпатлеванием.
В гаражах проделать трюк с прогреванием может быть довольно затруднительно, поэтому в таких случаях лучше работать с уже загрунтованными деталями.
Обезжиривание
Перед первой шлифовальной операцией на пластиковых элементах, будь то подготовка к грунтованию или к шпатлеванию, поверхность детали должна быть обязательно обезжирена.
Помимо очевидных целей, преследуемых этой операцией, обезжиривание также помогает снять значительную долю статического заряда с детали. Это важно, поскольку при нанесении грунта опыл, обычно отлетающий от поверхности, к «заряженному» пластику будет быстро прилипать, в результате чего грунт будет ложиться не на сухую очищенную подложку, а на уже запыленную.
Для обезжиривания желательно использовать только фирменные обезжириватели, лучше всего специальные — антистатические обезжириватели для пластиков. Они не агрессивны к пластику и прекрасно снимают статический заряд.
Матирование
Для подготовки под грунтование нового не имеющего повреждений пластикового элемента достаточно заматировать его скотч-брайтом или аналогичным материалом. Для жестких типов пластмассы рекомендован красный (Veryfine) скотч-брайт, а для мягких/эластичных — серый (Ultrafine).
Матирование можно выполнять как на сухую, так и с водой. Если применяется матирующая паста, после нее нужно тщательно промывать деталь большим количеством теплой воды — остатки пасты могут препятствовать нормальной адгезии с ЛКМ, с чем мы до сих пор успешно боролись.
Если на поверхности присутствуют незначительные повреждения, полученные при транспортировке (например, неглубокие царапинки), то они шлифуются при помощи шлифмашинки и абразивных кругов Р320-Р400-P500, после чего вся остальная поверхность обрабатывается скотч-брайтом.
После шлифования деталь еще раз обезжиривается.
Грунтование

Раз и навсегда избавиться от проблем с адгезией лакокрасочных материалов на пластиковых поверхностях поможет одно простое правило. В качестве первичного грунта на чистом (незагрунтованном) пластике должен использоваться специальный адгезионный грунт по пластику (он же праймер, активатор адгезии).
Как правило, такой грунт представляет собой очень жидкий материал, изготовленный на основе полиолефиновых смол, чаще прозрачный с небольшими добавками частиц металлика — для контроля нанесения. Толщина слоя минимальна — всего несколько микрон. В большинстве своем эти материалы однокомпонентные, хотя имеются и 2К-праймеры.
Разработаны такие грунты, прежде всего, для применения на пластиках полипропиленовой группы (PP/EPDM, PPC, PPE, PPO и др.), но большинство из них могут применяться и на остальных типах пластмасс: ABS, PA, PC, PVC, PRO, PUR, стеклопластиках (GFK, BMC, SMC) и т.д. Современные праймеры практически не имеют никаких ограничений по химическому составу пластиков, за исключением, разве что, чистого полиэтилена (PE).
Праймеры выпускаются как в банках, так и в аэрозольных баллончиках. Аэрозольный грунт очень удобен при незначительном ремонте, например, когда при шлифовке бампера небольшие участки оказались прошкуренными до пластмассы. Форма выпуска в баллончике позволяет не тратить время на подготовку грунта к распылению из краскопульта и на его последующую мойку. Не забывайте только энергично взбалтывать баллончик перед применением.
Наносится праймер одним-двумя тонкими равномерными слоями широким факелом по всей поверхности детали. При нанесении будьте аккуратны! Так как материал очень жидкий, следует опасаться возможного превышения нанесенного слоя и стекания грунта (оно наиболее возможно на торцах и ребрах жесткости, по периметру детали). Значительное превышение толщины слоя может стать причиной ухудшения адгезии всего покрытия и «сжатия» последующих наносимых слоев.
Стоит также учитывать, что после нанесения праймер изменяет химическое состояние подложки только на некоторое время, в течение которого следует нанести следующий материал. Поэтому для достижения наилучшей адгезии приступать к нанесению последующих слоев системы нужно уже через 15-20 минут.
Большинство праймеров могут сразу перекрываться непосредственно покровной эмалью, но для повышения защиты от сколообразования рекомендуется дополнительно нанести на поверхность слой акрилового выравнивающего грунта, не забыв добавить в него необходимое количество пластификатора, в зависимости от жесткости пластика.
Только нужно помнить, что такие толстые слои грунта-наполнителя, как при ремонте металлических деталей, наносить нельзя. Пластик — материал эластичный, и излишне толстый слой элементарно может не выдержать механического воздействия и последствий деформации.
После нанесения наполнителя — окраска. Либо «мокрым по мокрому«, если грунт допускает таковую, либо с промежуточной шлифовкой грунта.
Кстати, помимо классических праймеров во многих линейках встречаются и универсальные грунты для пластмасс, сочетающие в себе свойства одновременно и праймера и наполнителя с пластификатором. Они имеют хорошую адгезию к пластику и в то же время позволяют выравнивать незначительные неровности (например, мелкие риски от абразивной шлифовки). Такие грунты не требуют предварительного применения активатора адгезии, и таким образом позволяют в некоторых случаях сэкономить целый слой и операцию.
Об эпоксидном грунте
Итак, проводя аналогию с антикоррозионными грунтами, наносимыми на металл, и выступающими эффективным посредником между поверхностью и последующими покрытиями, на пластике для этой цели применяются соответствующие адгезионные грунты.
Раз уж мы упомянули о грунтах для металла, хотелось бы еще немного порассуждать на этот счет и вспомнить об эпоксидном грунте.
Те, кто работал с этим материалом знают, какими прекрасными адгезионными свойствами он обладает. И не смотря на свое прямое предназначение для нанесения на металл, грунт на эпоксидной основе вполне мог бы использоваться в качестве первичного материала на многих типах пластиков. Однако ограничения в этом не совсем логичном действе все же есть. Дело в том, что эпоксидный грунт не обладает достаточной эластичностью, а пластификатор с ним не используется.
И тем не менее, если вам придется иметь дело с ремонтом жестких пластмасс, например, стеклопластиков или углепластика гоночных болидов (Carbon fibre), применение эпоксидника на этих типах пластмасс не только допускается, но и рекомендуется. Можете не сомневаться: его адгезия с поверхностью будет отличной!
Новая загрунтованная деталь
Практика показывает, что качество нанесенного на пластиковые детали заводского грунтовочного покрытия может сильно варьироваться от случая к случаю. С оригинальными деталями проблем обычно не бывает, а вот грунт на деталях сомнительного происхождения может запросто иметь слабую адгезию или повышенную чувствительность к растворителям. Проверить это несложно: возьмите пропитанную расворителем салфетку или ветошь и приложите к детали на минуту-другую.
Если покрытие размягчилось, его нужно либо полностью удалить механическим способом (P150-P240-P320), либо нанести слой грунта-изолятора, предварительно обработав деталь серым скотч-брайтом, после чего покрасить.
Если же получен удовлетворяющий результат теста, применяется обычная технология. Деталь обезжиривается, матируется, еще раз обезжиривается и красится. Для матирования можно применять:
- серый скотч-брайт (ultrafine);
- абразивный материал градации P400-P500 (при работе шлифмашинкой «по сухому»);
- материал градации P800-P1000 (при работе вручную «по мокрому»);
Поврежденный пластиковый элемент

Под ремонтом поврежденной пластиковой детали будем понимать ремонт различных царапин, вмятин, сколов и тому подобных повреждений лакокрасочного слоя. О более сложных случаях восстановления пластиковых деталей, таких как трещины или существенные деформации, мы поговорим в отдельной статье.
Перед началом работ выполняется стандартный набор процедур: деталь моется, сушится и обезжиривается. Следующий шаг — подготовка поврежденных мест к шпатлеванию.
Шлифование
Прежде, чем приступать к шпатлеванию повреждений на пластиковой детали, ЛКП с поверхности дефектных участков следует удалить — это позволит избежать таких дефектов, как отслаивание и просадка шпатлевки.
Для расшлифовки поврежденных участков подойдет эксцентриковая шлифмашинка и абразивный круг градации P180.
Шпатлевание
Выполнять шпатлевание повреждений на пластиковых поверхностях необходимо специальными шпатлевками по пластику, обладающими, прежде всего, высокой эластичностью и адгезией к пластиковым поверхностям.
Такие шпатлевки мелкозернисты, быстро высыхают и легко шлифуются. За счет того, что сама шпатлевка уже содержит пластик, два материала (подложка и шпатлевка) имеют схожие свойства, и одинаково реагируют на шлифование, одинаково истираются. Поэтому границы между ними отлично выводятся в ноль и не оконтуриваются после грунтования.
Наносится шпатлевка, как правило, непосредственно на зашлифованную поверхность пластика, не требуя предварительного использования каких-либо грунтов.
Объемы шпатлевания желательно сводить к минимально возможным. Cколы, царапины, места спайки, склеивания, небольшие вмятины — пожалуйста, а вот сплошное шпатлевание плоскостей по всей поверхности пластиковой детали, будь то бампер или капот — занятие рискованное.
Что касается крупных деформаций, то на большинстве типов пластика их достаточно легко можно восстановить с помощью выдавливания с нагревом термопистолетом или ИК-сушкой. Но это если при деформации деталь не треснула. Армированные стеклопластики практически во всех случаях разрываются.
И последнее. Каким бы сложным не был ремонт пластиковой детали, использование на ней жидкой шпатлевки должно быть полностью исключено.
Шлифование шпатлевки
Пластик — во много раз более мягкий материал по сравнению с металлом. Если обработать металл и пластик абразивным материалом одной и той же градации, скажем P100, то параметр шероховатости на этих двух поверхностях будет значительно отличаться: шлифовальные риски на мягкой пластмассе будут более выраженными и глубокими, с большим количеством заусениц. Поэтому очевидно, что при работе с пластиковыми деталями нужно использовать абразивные материалы более мелких градаций.
Для обработки шпатлевки подойдут круги градации P150 (или Р180 для мягких пластиков) и P240, применяемые последовательно. После того, как шпатлевка полностью выровнена, границы ремонтной зоны обрабатываются материалами P240-P320.
Еще раз акцентируем ваше внимание на том, что на высоких оборотах и с сильным нажимом при работе шлифмашинкой на пластиковых деталях работать нельзя — это влечет за собой перегрев и последующую деформацию пластика. Как говорил классик — пластик ошибок не прощает. ?
Грунтование
Здесь все зависит от применяемых материалов. Возможны два варианта: либо наносим активатор адгезии, а затем 2K грунт-наполнитель с добавлением пластификатора, либо сразу специальный универсальный грунт по пластику (1-2 слоя).
Перед грунтованием не забудьте удалить пыль и обезжирить поверхность.
Шлифование грунта
При обработке грунта применяется стандартная технология: сначала загрунтованный участок выравнивается вручную со шлифком и абразивной полоской, например P320, после чего выполняется окончательная обработка с помощью шлифмашинки и кругов P400-P500. При работе по мокрому используются соответственно материалы градации P600-P800-P1000.
В случае частичной окраски участок вокруг зоны ремонта (или весь остальной элемент при полной перелакировке) обрабатывается серым скотч-брайтом с применением матирующей пасты или материалом P800-P1000 по сухому шлифмашинкой. Подробнее об этом здесь.
Покраска пластиковых деталей

Подробно останавливаться на этом этапе смысла нет, так как загрунтованные поверхности пластика и металла абсолютно идентичны. Не стоит только забывать о добавлении в 2K краску или прозрачный лак необходимого количества пластификатора.
А вот на пластификаторах и некоторых других добавках стоит остановиться поподробнее.
Пластификаторы
Добавлять пластификатор в стандартные 2K акриловые грунты, эмали и лаки необходимо по двум причинам. Во-первых, добавка делает материал эластичным, а значит покрытие не будет трескаться при деформации пластмассы.
Во-вторых, при изменении температуры пластиковой поверхности ЛКП будет расширяться и сжиматься одинаково с ней.
Вам часто приходилось видеть микротрещины на поверхности краски бамперов в местах, казалось бы совершенно не подвергающихся деформации? Это — следствие именно температурного расширения материала и отсутствия в ремонтных материалах пластификатора.
Коэффициент температурного расширения у пластиков ведь значительно выше, чем у металла. Покровные эмали и особенно грунты, чей коэффициент расширения крайне низок, без пластификатора просто не выдерживают больших перепадов температур и трескаются.
Важную роль играет количество добавляемого пластификатора, которое всегда указывается в технической документации к продукту. Это количество зависит от жесткости пластмассы — чем жестче пластик, тем меньше пластификатора добавляется. И наоборот, чем более мягкий/гибкий пластик, тем больше.
Например, для окраски эластичного бампера это количество может составлять 30%, для мягкой полиуретановой накладки — 50%. При окраске стеклопластиков добавление пластификатора, как правило, не требуется.
Последовательность смешивания
Готовить материал при добавлении пластификатора рекомендуется в определенной последовательности: cначала к основному материалу, будь то грунт, эмаль или лак, добавляется пластификатор, а затем на общий объем получившейся смеси добавляется стандартное количество отвердителя и, если нужно, разбавитель.
Такая последовательность обусловлена тем, что пластификатор также содержит связующее, требующее полимеризации. И если в материал сначала добавляется отвердитель, а затем пластификатор, это может негативно повлиять на сушку, прочностные и эксплуатационные характеристики покрытия.
Матирующие и структурные добавки
Хорошо отполированный лак или покровная эмаль имеют гладкую поверхность и отличный глянец. Это очень хорошо.
Однако эти качества востребованы не всегда. Дело в том, что на некоторых автомобилях пластиковые элементы могут иметь не такой блестящий вид, как у всего остального кузова. Более того, они могут иметь некоторую фактуру. Часто так окрашиваются пластиковые бамперы внедорожников, многие пластмассовые накладки «мерседесов» имеют такую зернистую, как бы «шершавую» поверхность.
Сымитировать такую поверхность позволяют специальные структурные добавки к 2K покровным эмалям и бесцветным лакам. Как правило, они выпускаются двух видов: грубые (grob) и тонкие (fein). В результате применения структурной добавки лакокрасочная поверхность становится матовой и приобретает нужную степень шероховатости.
Также есть добавки, которые не изменяют структуру поверхности, а предназначены исключительно для понижения уровня глянца покрытия. В зависимости от добавленного количества степень глянца может быть изменена в очень широких пределах, позволяя достичь разного эффекта матовости — от шелковистого до полностью матового.
Сушка
Для сушки окрашенного пластика часто рекомендуют использовать естественную сушку или температуру не выше 40-45°С. Стоит признать, что такая «перестраховка» не лишена смысла. Пластик лучше сушить дольше, чем металл, но при более низкой температуре. Нужно также учитывать, что введенные пластификаторы и прочие добавки увеличивают время высыхания.
Но все же, при правильном подходе к ремонту, который мы так подробно рассмотрели выше, более интенсивный прогрев при 60°С не вызовет никаких проблем. А качество покрытия от этого только выиграет.
Об адгезии после покраски
Еще одна особенность пластика заключается в том, что адгезия на нем достигает своих нормальных параметров не сразу, а по прошествии определенного времени. Поэтому не удивляйтесь, если случайная царапина на свежеокрашенном бампере влечет за собой дальнейшее «слезание» покрытия. Пройдет несколько дней и адгезия придет в норму.
По этим же причинам старайтесь не подвергать свежеокрашенный пластиковый элемент мойке под высоким давлением в течение 3-4 недель после ремонта.
Полезности
Порядок ремонта пластиковых деталей

Обозначения наиболее распространенных пластиков

Классификация пластиков в зависимости от жесткости
Основные модификации полипропилена и области их применения в автомобиле
https://artmalyar.ru/pokraska/okraska-plastika-second.html